


最新下载
热门教程
- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9
- 10
转炉炼钢终点静态控制预测模型一 概述
时间:2026-07-02 11:57:47 编辑:袖梨 来源:一聚教程网
第一章 概述
1.1 转炉炼钢简介[1,2,3]
在世界各国的经济发展中,钢铁作为一种重要的基础原材料发挥着举足轻重的作用,是现代生产中应用最广的金属材料。上世纪以来,钢铁工业的蓬勃发展,成为全球经济和社会文明进步的重要物质基础。一个国家钢铁的产量、质量和品种基本上可以代表这个国家工业的发展水平。我国已连续几年钢产量突破1亿吨,成为名副其实的钢铁生产大国,由于我国是发展中国家,缺乏废钢资源。因此,钢产量的迅速增加主要依赖于转炉炼钢技术的发展。近几年,随着钢产量的增长,我国转炉炼钢技术同步发展。在1983年的全国转炉炼钢会议上,我国已将氧气顶吹转炉静态和动态控制列为国家重点科研攻关项目之一[4]。
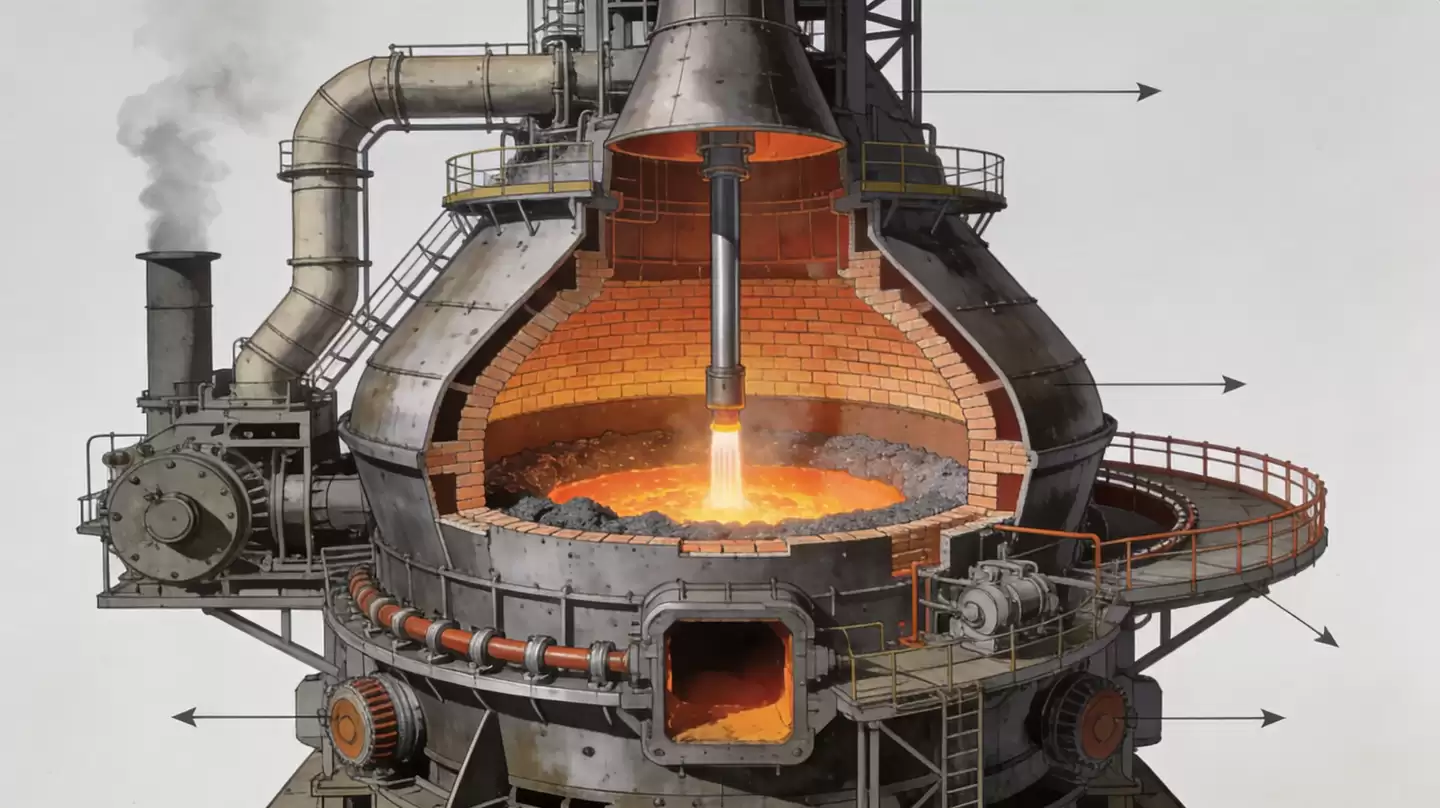 氧气顶吹转炉炼钢设备图
氧气顶吹转炉炼钢设备图
1856年,英国人亨利·贝塞麦研究开发出酸性底吹转炉炼钢法,第一次实现了液态钢的规模生产。1864年德国人西门士和法国人马丁同时发明了平炉炼钢法,解决了用废钢作原料冶炼合格钢的问题,使钢种质量大大提高。第二次世界大战以后,工业空气制氧技术取得成功,制氧成本大大降低,使氧气炼钢成为可能。氧气顶吹转炉炼钢工艺最早在奥地利的林茨(Linz)厂(1952年)和多纳维茨(Donawitz)厂(1953年)得以实现,故氧气顶吹转炉炼钢法又称LD炼钢法。另一方面,德国于1879年建成第一座电弧炉,伴随着电力工业的飞速发展,电炉炼钢法也获得了长足的进步。
钢铁工业通常是指从炼铁到生产出成品钢材的全过程,包括炼铁、炼钢、铸造、轧钢等四个工艺流程。炼钢工艺有平炉炼钢、转炉炼钢和电炉炼钢等,目前氧气顶吹转炉炼钢已经成为世界上主要的炼钢方法。
1.2 转炉炼钢自动化技术
转炉炼钢的特点是高温、反应速度快而复杂、冶炼周期短、影响因素众多,因此转炉属于多相、多变量、反应复杂的大系统。吹炼的基本目的是将铁水中大部分的C转化为气态的CO;氧气顶吹转炉冶炼的第二个目标是通过放热反应将钢水加热到期望的温度。
目前国内大多数炼钢厂都依靠人工经验来进行控制。但是由于技术、操作人员之间素质不同,工况条件又很复杂,检测手段受到限制,使人工控制难以达到规范化、标准化。随着冶炼钢种的增多和对钢水质量要求的提高,加上炼钢原材料品种多、成份波动大,转炉的公称容量不断增大,单凭操作人员的经验来控制冶炼过程,已经很难适应生产发展的需要。

添加图片注释,不超过 140 字(可选)
计算机可以在很短的时间内对冶炼过程的各种参数进行快速、高效的测量、计算和处理,准确控制冶炼过程和钢水终点。工业实践表明,应用电子计算机控制冶炼过程和终点、对终点进行预报,可以显著改善和稳定钢水的质量,实现特种钢的冶炼要求,可以提高生产效率,降低原材料消耗以及节省劳动力和改善劳动条件、从而降低劳动强度。计算机技术在钢铁生产过程中的应用程度已经成为衡量钢铁冶金企业现代化生产水平的重要指标之一。从60年代开始,美国的Jones&Laughlin钢铁公司首先在世界上开发成功转炉静态控制模型,并应用于实际生产,从此开始了转炉炼钢自动控制时代[5]。到上世纪90年代,日本的学者开展了大量的研究工作,在一些工厂已经成功地采用了转炉全自动吹炼工艺[6]。
应用计算机对转炉冶炼过程进行控制,大致可以分为两种形式,即静态控制和动态控制。就炼钢生产来讲,要求采用动态控制。但是,从目前测试手段来看,尚不能实现温度和碳含量的可靠连续测量,无法将信息正确、迅速、连续地送到计算机中。因此,世界各国在实现动态控制之前都先设计静态控制。
1.2.1静态控制
静态控制是按照已知的原材料条件和吹炼钢种的终点成分和温度,依据物料平衡和热平衡原理,参考统计分析和操作经验所确定的基本公式,计算铁水、废钢、冷却剂、渣料、铁合金及供氧量的加入量,并按计算结果装料和吹炼,吹炼过程中不做任何修正,这种控制方法叫做静态控制。
纵观转炉炼钢静态控制的发展历程,理论模型、经验模型、统计模型和人工神经网络模型是转炉炼钢静态控制常用的模型。
理论模型是根据对冶炼过程中各种参数的分析再加上一系列的假设,通过进行热平衡计算,得到了关于废钢、铁水和石灰的装料模型,理论模型在实际应用中涉及的参数较多且不易控制[2]。第一个理论模型是由美国琼斯·劳夫林钢铁公司所属的阿利奎巴厂建立的。他们根据对冶炼过程中各种参数的分析再加上一系列的假设,通过进行热平衡计算,得到了关于废钢、铁水和石灰的装料模型。如芬兰有代表性的最大的罗德洛基跨国钢铁集团公司,其过程模型监控系统采用基于过程的物理化学定律的过程模型,实时计算描述过程状态的不能直接测量的各种参数;装料计算模型是基于物质和能量平衡来计算的,分为预计算部分和吹氧量计算部分两部分,预计算是按照铁水温度、铁水成分、要求的钢号和成分、目标渣碱度和钢温度计算所需装入的铁水量、石灰石量和废钢量,吹氧量计算是按照铁水温度、铁水成分、称量的铁水量和废钢量来计算[7]。由于转炉炼钢过程非常复杂,影响因素多,人们尚未完全搞清楚某些过程的反应机理,所以至今还没有建立起有实际应用价值的纯理论模型。某些物料平衡需要的数据,不是测量所能得到的,存在着很多的假设(依据经验),所以平常所说的理论模型,多为半机理半经验模型。
经验模型也称为增量模型,武汉第一炼钢厂采用的就是这种模型,其转炉静态模型由矿石量增量方程和供氧量增量方程组成,在两座转炉使用静态模型进行了多炉、多钢种炼钢,从运行效果来看,整个控制过程运行情况稳定良好 [8]。南京科技大学的丁琛等人,在为宝钢研制的RESC系统中,用面向对象的方法实现转炉吹炼控制,采用的也是增量方程[9]。梅山炼钢厂在采用增量模型的基础上,为模型增加了自学习功能,,从运行的结果来看,效果很好[10]。
东北工学院的孙晓凌等人运用机理和复合回归分析的方法建立了终点温度和终点含炭量预报模型[11]。首钢技术中心的李顺德等人在考察210吨转炉300余炉次冶炼数据的基础上,对提高终点控制水平进行了研究,建立了供氧量、吨可浇钢水钢铁料消耗、吹炼终点钢水温度等的统计方程[12]。杨尚宝等人以马钢50t转炉为背景,在理论分析的基础上,考虑大量生产的实际条件,建立了LD转炉回归模型[13]。当影响终点控制的因素多,局部变量难以控制且相互制约时,统计模型选择那些变化大且对冶炼过程起关键作用的因素作为模型的基本变量,能较好地描述吹炼过程同时又使模型简化,对实际生产有一定的指导意义[14]。
人工神经网络模型发展很快,国内外已有很多学者将人工神经网络技术应用于转炉终点的静态控制[15,16,17,18]。如钢铁研究总院杨立红等人针对目前静态模型存在的问题,建立了基于双输出人工神经网络的转炉碳温控制模型[19]。由于回归模型再现性较差,用来确定预报参数尚可以,但作为应用模型实时性和精度仍有差距,所以应用人工神经网络来处理非线性动力学系统问题能克服回归模型的弱点,更好地取得理想的预报效果,其特点是在于信息分布储存和并行协同处理,具有很强的容错性和鲁棒性。
1.2.2动态控制
在吹炼前与静态控制一样先做装料计算。在吹炼过程中,借助于副枪测出钢液温度和成分、废气温度和成分、造渣情况等连续变化的信息,对终点进行预测和判断,从而调整和控制吹炼参数,使之达到规定目标[20]。
与静态控制相比,动态控制具有更大的适应性和准确性,可实现最佳控制。动态控制的关键在于吹炼过程中快速、正确、连续地获得熔池的各个参数,尤其是熔池的温度和碳含量这两个重要参数。
1.3 转炉吹炼过程控制系统的发展过程
1959年,美国的琼斯·劳夫林钢铁公司首次利用电子计算机控制氧气顶吹转炉炼钢过程[21]。从此开始,世界各国都在倾力研究氧气顶吹转炉的计算机自动控制[22]。
转炉吹炼过程控制系统的发展过程[23]:
1.3.1离线(在线)开环静态控制
计算机用静态数学模型根据铁水重量、温度、含Si量、废钢量等计算石灰分批加入量;根据热平衡计算铁矿石量;根据氧平衡计算吹氧量。转炉冶炼常见的控制形式为:在冶炼吹氧之前,静态模型根据准备冶炼的钢种选择相应的吹炼模式;在开始吹氧之后,计算机依据所确定的吹炼模式控制不同时期的吹氧量、枪位、底吹氩以及辅料投入的操作信息。这种控制属于开环控制,因为其冶炼模式是固定的,没有利用冶炼过程中的冶炼信息进行及时调整[24]。
1.3.2在线闭环动态控制
在静态控制的基础上,采用直接测试(如副枪法)或间接测试(如质谱法)等方法。在吹炼动态过程中,在不倒炉、不中断吹炼的情况下,对钢水的成分及温度进行自动监测和计算,取得动态反馈信息,输入计算机构成闭环控制系统,对吹炼过程进行在线闭环动态控制,对静态控制的升温曲线与脱碳曲线进行动态校正,提高终点定碳、控温的命中率。
美国琼斯·劳夫林钢铁公司在实施转炉炼钢静态控制成功的基础上,最先进行了动态控制方面的研究,采用的方法是轨道修正法。1970年,美国伯利恒钢厂在其270吨转炉上,开始与静态装料模型相配合,采用副枪测量实现了终点控制。在鹿岛厂,从1982年开始应用建立在副枪测量设备基础之上的终点控制系统,于1992年又重新开发了新系统,新的终点控制系统主要由一个动态模型和一个反馈计算模型组成[25]。
鞍钢第三炼钢厂1985年由奥钢联引进了全套计算机自动控制系统,经过吸收、消化,对该系统进行了较大规模得改造与开发,使控制的终点碳温命中率达到了75%,其冶炼部分的下料计算采用的是比利时冶金研究中心开发的动态控制模型[26,27]。东北工学院的詹德浩等人研究了一种转炉炼钢后期动态模型的便是方法,用二维线形状态方程来描述转炉炼钢后期的脱碳率和升温速度[28];李彦平等人研究了在正常吹炼条件下系统吹炼后期的动态行为与状态的可达性等问题,并在此基础上建立了转炉吹炼后期的系统状态模型[29]。
1.3.3智能、集成、复合控制
日本住友公司鹿岛厂通过对炉气成分进行分析,开发出具有参数自整定功能的终点控制系统,该系统包括动态控制模型和反馈计算模型,参数自整定功能是基于副枪测试结果由后者完成的。近年来,由于数据采集的精度、实时性的提高,人工智能控制技术的日趋完善及其在工业上的应用,使得欧美特别是日本等国的炼钢过程控制技术达到了空前的高水平和高命中率[30]。
1985年, 宝钢从日本引进了一种动态模型, 应用于第一炼钢厂,但是模型的终点命中率太低一直难以满足需求。因此,第二炼钢厂又重新设计了一种新的基于人工神经网络和数据库的动态模型,新的模型获得了成功。目前,宝钢在转炉吹炼控制模型的基础上,通过总结冶金专家和炉前操作人员经验,引入专家系统,已经开发出“宝钢转炉吹炼控制模拟在线专家系统”[31]。随着宝钢超纯静钢冶炼技术的深入开发,对转炉成分检测的控制模型提出了更高的要求。上海大学的屠海等人,在原副枪模型的基础上,通过利用吹炼终了时钢水温度、碳含量或氧含量以及副枪模型的分析值,开发出转炉终点锰磷动态控制技术[32]。北京钢铁研究总院的杨立红等人研究了转炉冶炼终点锰、磷成分的影响因素,确定了预报模型的控制变量,建立了基于自适应模糊人工神经网络的终点锰、磷成分的预报模型[33,34]。谢书明等人针对炼钢吹炼过程的复杂性,影响因素众多而且难以连续准确测量,提出了基于副枪监测信息的智能动态终点控制方法,采用灰色模型并通过人工神经网络进行补偿,对终点碳温进行预报[35]。其它如武钢、首钢等钢厂已经推广应用转炉人工智能静态控制自动化炼钢工艺。
1.4 研究方案
1.4.1本选题研究的主要内容
氧气顶吹转炉炼钢终点控制的关键是通过控制冷却剂的加入量和吹氧量,来达到控制终点温度和终点碳含量的目的,即同时命中两个目标:期望的碳含量(平均0.045 %)和期望的钢水温度(平均 1670 oC)。
目前在国内除宝钢、首钢、武钢等少数转炉采用动态控制外,大多数冶炼厂控制水平还是比较低的。由于资金和技术水平两方面的原因,我国的转炉厂绝大多数采用100吨以下的中、小型转炉进行生产。因此,很难采用副枪技术实现转炉动态控制。但可以采用静态控制,使用机理分析、专家经验加数学统计分析方法来解决转炉吹炼过程复杂,影响因素众多,时变、分布参数和非线性问题。有两个因素使静态模型有它的重要意义:投资省,不需要副枪,适合于不能安装副枪的中小型转炉;静态模型是动态模型的重要组成部分,研究静态模型将为动态控制打下基础。
静态控制和人工经验控制相比,它有效地利用了吹炼过程的初始条件进行定量计算,并进行控制,可以提高终点钢水碳温的命中率。
鉴于以上原因本选题研究的主要内容是转炉炼钢终点静态控制,在TT集团炼钢厂推广应用,为今后转炉上副枪,进行转炉动态控制摸索经验,打下基础。
1.4.2本论文的组织安排
概述部分就氧气顶吹转炉炼钢动态和静态控制有关的技术进行了回顾与总结,并依据TT集团炼钢厂的实际生产条件与生产工艺确定出TT集团炼钢厂转炉终点控制模型的研究方向。在文章的第二章详细介绍了TT集团炼钢厂的技术工艺,为建模研究奠定了工艺理论基础。
添加图片注释,不超过 140 字(可选)
接下来以冶金基础理论为起点,结合TT集团炼钢厂大量生产数据和生产经验,通过理论推导和数据统计分析,找出反应过程变量之间的关系,建立30吨转炉炼钢静态控制理论模型(控制钢水终点碳含量的总吹氧量方程和控制钢水终点温度的矿石量方程)和统计数学模型(反映终点钢水碳含量和终点温度的回归方程)。并通过实验研究,采用多元逐步回归分析方法,使转炉炼钢终点静态控制数学模型得到进一步的优化,在现场检验和修正的基础上可以运用于生产实际。
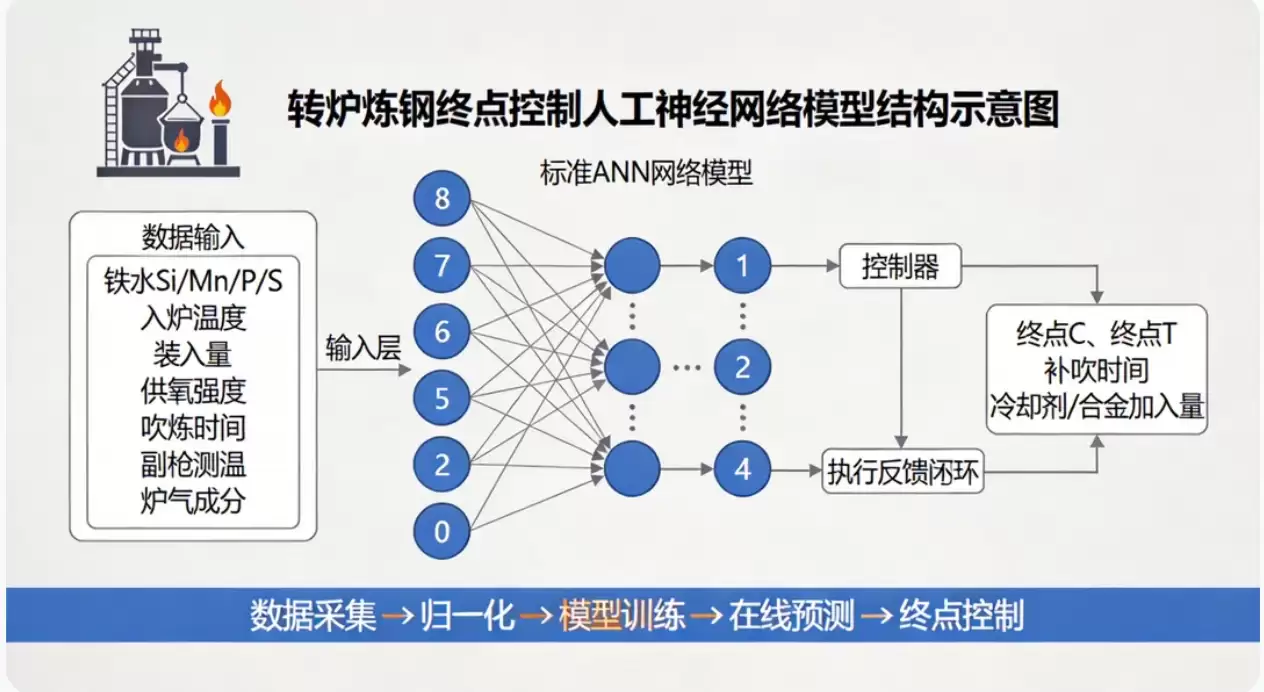
最后利用BP人工神经网络与部分专家规则相结合建立终点控制人工神经网络模型,并利用TT集团炼钢厂的实际生产数据对网络进行系统学习、模拟预测和控制。最后进一步分析可控参数与中间参数和终点炭温参数的定性及定量关系、构建出较完整的终点控制人工神经网络模型。
相关文章
- 手机央视体育怎么退出登录 07-02
- 央视体育缓存清理办法 07-02
- 哪款天气app好用 天气app下载安装大全 07-02
- 哪个动漫app好用 动漫app下载安装合集 07-02
- 哪个美剧app比较好用 能看美剧的app有哪些 07-02
- 砸了560万 神秘玩家肝出Steam六千级 远超认知 07-02